-
Vurgulamak
Paslanmaz çelik Sac Damgalama
,Sac Damgalama mobilya donanımı
,SS201 sac metal parçalar
-
ÜrünSac ilerici damgalama parçası
-
MalzemeSS201, SS304, SS316, vb
-
kalite kontrolSevkiyat öncesi 100% muayene
-
Kalıp tipiAşamalı damgalama kalıbı
-
sertifikaSGS, ISO9001, IATF16949
-
Dosya formatlarıProfesyonel/Mühendis, AutoCAD(DXF,DWG), PDF,TIF vb.
-
HizmetÖzelleştirilmiş OEM ODM
-
BaşvuruMobilya donanımı, elektronik donanım, inşaat makine parçaları, metal işleme makine parçaları, Cerrah
-
Menşe yeriÇin
-
Marka adıDX
-
SertifikaIATF16949
-
Min sipariş miktarı1000pcs
-
FiyatNegotiable
-
Ambalaj bilgileriÇanta, kutu/karton, palet/sandık
-
Teslim süresi25 GÜN
-
Ödeme koşulları/ T
-
Yetenek teminiAylık 30000pcs
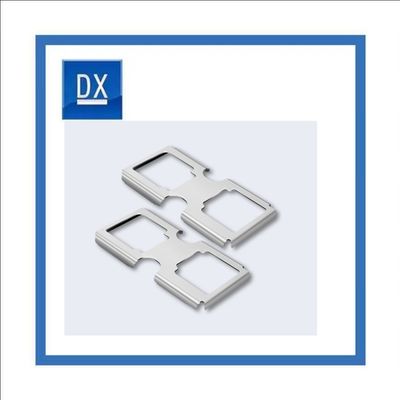
Paslanmaz çelik Sac Damgalama Mobilya donanımı
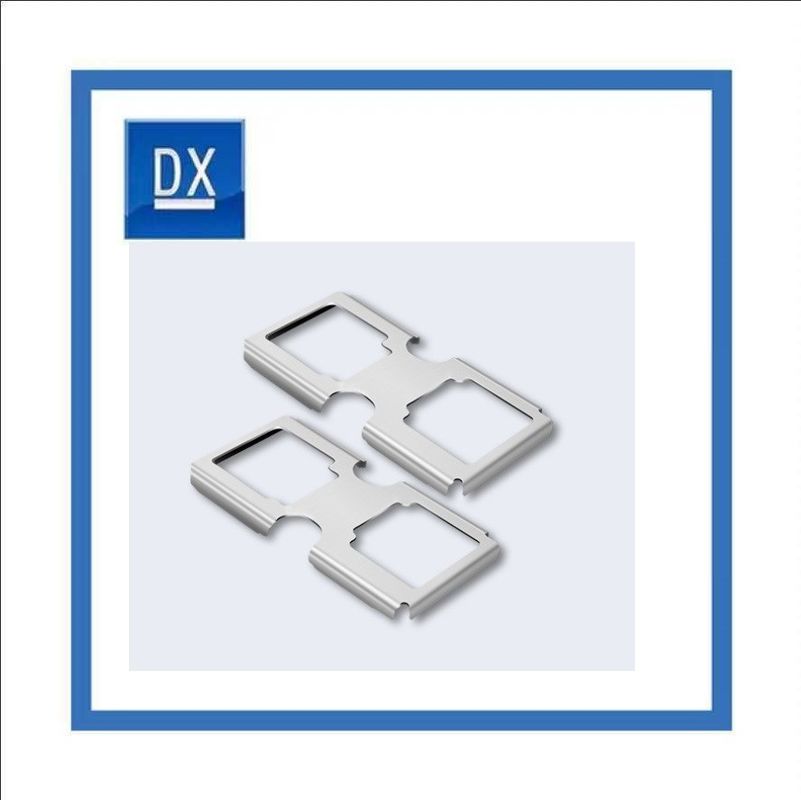
Sac ilerici damgalama parçası
Çok istasyonlu progresif kalıp yapısı karmaşıktır, parça daha fazladır, kalıp imalatında doğruluk gereksinimi yüksektir, kalıp imalatı, hata ayıklama ve bakım zorluğu.Ayrıca kalıp parçalarının değiştirilebilir olmasını gerektirir, gereksinimler hızlı bir şekilde değiştikten sonra kalıp parçalarında aşınma veya hasar oluşur, Kullanışlı, güvenilir.Bu nedenle, kalıp malzemesinin çalışma parçaları iyi olmalıdır (genellikle yüksek alaşımlı takım çeliği, yüksek hız çeliği veya sert alaşım ve diğer malzemelerin yüksek mukavemetini kullanın), tel kesme işlemi, koordinat delme, taşlama, gelişmiş kalıp üretim sürecini koordine etmelidir. taşlama gibi.
| Açıklama | Sac ilerici damgalama parçası |
| Malzeme |
SS201, SS304, SS316, vb |
| Kalıp tipi | Aşamalı damgalama kalıbı |
| kalite kontrol |
Sevkiyat öncesi 100% muayene |
| Test yapmak |
CMM;Alet mikroskobu;çok mafsallı kol;Otomatik yükseklik göstergesi;Manuel yükseklik göstergesi;İletken göstergesi;Mermer platform |
| Hata payı | +/-0.05 mm |
| Servis tipi | OEM/ODM |
| Başvuru | İnşaat makine parçaları, metal işleme makine parçaları, Cerrahi aletler, Otomotiv parçaları, Optik ürünler, LED flaş lambaları vb. |
1) Yerleşim diyagramı optimizasyonu veya optimizasyonu, yalnızca malzemenin kullanım oranı, iş parçasının hassasiyeti, kalıp imalatının kolaylığı ve hizmet ömrü vb. ile ilgili değildir ve her istasyonun koordinasyonu ve kararlılığı ile ilgilidir.
2) Kayış malzemesi düzenine damgalama, aşamalı damgalamayı doğru bir şekilde gerçekleştirmek için damgalama işlemini bitireceğimize dair taahhütte bulunmalıdır;Aynı zamanda kalıp işleme, montaj ve bakımı da kolay olmalıdır.
3) Yerleşim tasarımı, parça damgalama işleminin analizine dayanmaktadır.Açılma boyutunu hesaplamak için ilk olarak damgalama parçaları çizimlerine göre ve daha sonra çeşitli şekillerde düzen için yerleşim şemasını belirleyin.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Hizmetlerimiz tüm endüstrileri kapsar ve dünyanın her yerine ulaşır.